Technology - Milk Coagulation
The enzymatic coagulation of milk proceeds with three primary overlapping chemical reactions. It is the measurement of the enzymatic reaction rate that distinguishes the CoAguLite technology.
Enzymatic Hydrolysis of Casein
The first chemical reaction is the enzymatic reaction of chymosin and casein which destabilizes the colloidal nature of casein micelle. The initial phase of the enzymatic reaction when the substrate concentration (casein) is in excess supply in relation to the enzyme concentration can be modeled with a first order chemical reaction.
Aggregation of casein
The second chemical reaction is the aggregation of the destabilized casein micelle into flocks which grow and consume the entire casein particulate system. It is during this phase that larger particles are formed and the reflectance of light increases. The aggregation reaction follows a second order chemical reaction.
Gel Forming Reactions
The third phase is the gel forming phase which results from a micro consolidation of protein strands that result in stronger protein strands and an increasing space within the protein matrix. This phase follows a first order chemical reaction.
Research into Cutting Time Measurement
A test was conducted (Payne et al 1993) that compared the light backscatter response with gel texture as measured using a Formagraph (Foss A/S, Denmark). The cutting time was defined as the time after enzyme addition when the texture forced the oscillating pens on the Formagraph to trace a pattern spaced 20 mm apart. This time was designated K20. Over 200 coagulation tests were tested with three levels each for temperature, pH, calcium addition, fat content, protein content and enzyme concentration. The levels were selected to cover a broad range of conditions encountered in the cheese making. Figure 1 shows the correlation between K20 and predicted cutting time using a proprietary cutting time prediction equation. The CoAguLite technology is based on the results of this test.
Figure 1 shows that the measured cutting time (K20) and the predicted cutting time for the above cutting time prediction equation fall very close to a straight line. The standard error for the data with a cutting time (K20) below 35 min was 72 seconds. However, the 72 seconds was for test conditions where the product variability was tested over 3 levels each of protein, milkfat, pH, enzyme concentration, calcium addition, and fat content. For normal cheese making operations, the processing conditions are nearly constant, and the variability is significantly less.
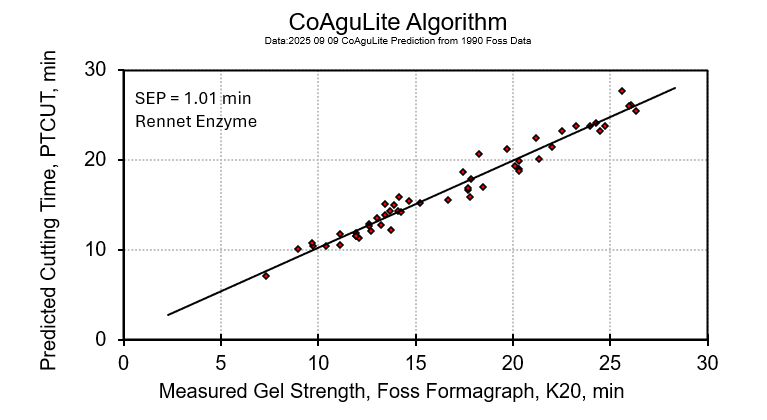
Figure 1. The measured Formagraph cutting time, K20 as a function of cutting time predicted using the equation PTCUT = Beta* tmax (R2) * (protein function).
CoAguLite technology
A typical infrared light backscatter response increases during the agglomeration and gel firming phases as shown in Figure 2. The time from adding enzyme to milk to the occurrence of the maximum rate of change of reflectance was found to be the single most important time-based parameter. This time parameter is referred to as tmax or R2.
Additionally, and most importantly, tmax (R2) has proved to be independent of the effect of pH, fat, calcium addition, enzyme concentration, and temperature but not protein (Payne, 1993). The time-based technology is thus generally applicable (with protein considerations) for predicting cutting time over a wide range of product and processing conditions normally encountered in cheese making. This is the major advantage of the CoAguLite technology.
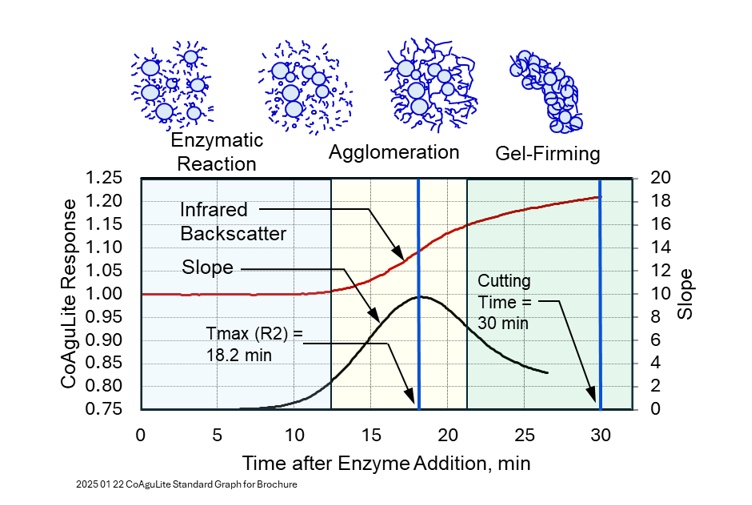
Figure 2. A typical reflectance ratio profile (red curve) with the first derivative (black curve) showing the determination of the time-based parameter tmax or R2.
Cutting time prediction models which used response-based parameters, which were a measure of changes in light backscatter, were developed. Excellent prediction models resulted, however, in ALL cases studied the models which use time-based parameters proved to be more accurate predictors of cutting time.
The CoAguLite technology is based on chemical reaction kinetics. The three chemical reactions (enzymatic hydrolysis, aggregation, and gel firming) have reaction rates which are affected differently by temperature, pH, calcium ion concentration, and enzyme concentration but over the small change encountered in cheese processing the changes are approximately proportional. Thus, because they are approximately proportional a temperature increase of 2 C will increase both enzymatic reaction and gel firming reactions approximately an equal percentage. Thus, if the enzymatic reaction rate can be measured precisely then it is possible to predict the change in gel firming reaction.
It has been shown by Saputra (1992) that tmax or R2 is a direct measure of the enzymatic reaction rate constant. Nasrin Tabayehnejad et al (2009) showed that tmax or R2 could measure the enzymatic reaction rate so accurate that it could replace the Berridge clotting time for measurement of total milk-clotting activity of rennet. Thus, the time-based parameter tmax (R2) is an accurate measurement of the enzymatic reaction rate in coagulating milk and, by linear extrapolation; it measures the gel firming reaction rate. This is a major advantage of the CoAguLite technology.
The simple cutting time prediction equation developed for the CoAguLite technology is:
PTCUT = Beta* tmax (R2) * (protein function).
Where:
The major advantages for the CoAguLite technology are as follows:
The CoAguLite sensor has underwent several design revisions since 1990. A multitude of adjustments have resulted in a robust sensor design that is durable and gives an impressive noise free signal which makes the determination of subtle differences in milk reactivity visible. A proven sensor robustness and simplicity are an advantage of the CoAguLite technology.
Conclusions
The major advantages for the CoAguLite technology are as follows:
References
Payne, F.A., Hicks, C.L., and Shen, Pao-Sheng. 1993. Predicting optimal cutting time of coagulating milk using diffuse reflectance. J. Dairy Science, 76:48-61.
Payne, F.A. and Castillo, M. 2007. Light backscatter sensor applications in milk coagulation. Encyclopedia of Agriculture, Food, and Biological Engineering, 1:1, 1-5.
Saputra, D. 1992. Analysis of enzymatic hydrolysis of milk using diffuse reflectance of near infrared radiation. PhD diss. Lexington, KY.: University of Kentucky, Department of Biosystems and Agricultural Engineering.
Tabayehnejad, N., Castillo M., and Payne F. A. 2012. Comparison of total milk-clotting activity measurement precision using the Berridge clotting time method and a proposed optical method. In preparation for submission. Journal of Food Engineering 108 (2012) 549–556.
Enzymatic Hydrolysis of Casein
The first chemical reaction is the enzymatic reaction of chymosin and casein which destabilizes the colloidal nature of casein micelle. The initial phase of the enzymatic reaction when the substrate concentration (casein) is in excess supply in relation to the enzyme concentration can be modeled with a first order chemical reaction.
Aggregation of casein
The second chemical reaction is the aggregation of the destabilized casein micelle into flocks which grow and consume the entire casein particulate system. It is during this phase that larger particles are formed and the reflectance of light increases. The aggregation reaction follows a second order chemical reaction.
Gel Forming Reactions
The third phase is the gel forming phase which results from a micro consolidation of protein strands that result in stronger protein strands and an increasing space within the protein matrix. This phase follows a first order chemical reaction.
Research into Cutting Time Measurement
A test was conducted (Payne et al 1993) that compared the light backscatter response with gel texture as measured using a Formagraph (Foss A/S, Denmark). The cutting time was defined as the time after enzyme addition when the texture forced the oscillating pens on the Formagraph to trace a pattern spaced 20 mm apart. This time was designated K20. Over 200 coagulation tests were tested with three levels each for temperature, pH, calcium addition, fat content, protein content and enzyme concentration. The levels were selected to cover a broad range of conditions encountered in the cheese making. Figure 1 shows the correlation between K20 and predicted cutting time using a proprietary cutting time prediction equation. The CoAguLite technology is based on the results of this test.
Figure 1 shows that the measured cutting time (K20) and the predicted cutting time for the above cutting time prediction equation fall very close to a straight line. The standard error for the data with a cutting time (K20) below 35 min was 72 seconds. However, the 72 seconds was for test conditions where the product variability was tested over 3 levels each of protein, milkfat, pH, enzyme concentration, calcium addition, and fat content. For normal cheese making operations, the processing conditions are nearly constant, and the variability is significantly less.
Figure 1. The measured Formagraph cutting time, K20 as a function of cutting time predicted using the equation PTCUT = Beta* tmax (R2) * (protein function).
CoAguLite technology
A typical infrared light backscatter response increases during the agglomeration and gel firming phases as shown in Figure 2. The time from adding enzyme to milk to the occurrence of the maximum rate of change of reflectance was found to be the single most important time-based parameter. This time parameter is referred to as tmax or R2.
Additionally, and most importantly, tmax (R2) has proved to be independent of the effect of pH, fat, calcium addition, enzyme concentration, and temperature but not protein (Payne, 1993). The time-based technology is thus generally applicable (with protein considerations) for predicting cutting time over a wide range of product and processing conditions normally encountered in cheese making. This is the major advantage of the CoAguLite technology.
Figure 2. A typical reflectance ratio profile (red curve) with the first derivative (black curve) showing the determination of the time-based parameter tmax or R2.
Cutting time prediction models which used response-based parameters, which were a measure of changes in light backscatter, were developed. Excellent prediction models resulted, however, in ALL cases studied the models which use time-based parameters proved to be more accurate predictors of cutting time.
The CoAguLite technology is based on chemical reaction kinetics. The three chemical reactions (enzymatic hydrolysis, aggregation, and gel firming) have reaction rates which are affected differently by temperature, pH, calcium ion concentration, and enzyme concentration but over the small change encountered in cheese processing the changes are approximately proportional. Thus, because they are approximately proportional a temperature increase of 2 C will increase both enzymatic reaction and gel firming reactions approximately an equal percentage. Thus, if the enzymatic reaction rate can be measured precisely then it is possible to predict the change in gel firming reaction.
It has been shown by Saputra (1992) that tmax or R2 is a direct measure of the enzymatic reaction rate constant. Nasrin Tabayehnejad et al (2009) showed that tmax or R2 could measure the enzymatic reaction rate so accurate that it could replace the Berridge clotting time for measurement of total milk-clotting activity of rennet. Thus, the time-based parameter tmax (R2) is an accurate measurement of the enzymatic reaction rate in coagulating milk and, by linear extrapolation; it measures the gel firming reaction rate. This is a major advantage of the CoAguLite technology.
The simple cutting time prediction equation developed for the CoAguLite technology is:
PTCUT = Beta* tmax (R2) * (protein function).
Where:
- tmax (R2) is the optically determined parameter
- Beta is a calibration constant determined by the plant cheese maker,
- PTCUT is the predicted cutting time, and
- (protein function) is a small adjustment made for protein content.
The major advantages for the CoAguLite technology are as follows:
- It can predict cutting time over a broad range of conditions normally encountered in cheese making
- It is easily calibrated by the plant cheese maker
The CoAguLite sensor has underwent several design revisions since 1990. A multitude of adjustments have resulted in a robust sensor design that is durable and gives an impressive noise free signal which makes the determination of subtle differences in milk reactivity visible. A proven sensor robustness and simplicity are an advantage of the CoAguLite technology.
Conclusions
The major advantages for the CoAguLite technology are as follows:
- The time-base parameter, tmax or R2, measured using light backscatter is a precise measurement of the enzymatic reaction rate in milk.
- The cutting time prediction equation using tmax with protein correction is broadly applicable to a range of conditions normally encountered in cheese making.
- The cutting time prediction equation has only one parameter, Beta, easily calibrated by the cheese maker.
- The CoAguLite optical sensor is a simple, efficient and robust sensor with a proven track record.
References
Payne, F.A., Hicks, C.L., and Shen, Pao-Sheng. 1993. Predicting optimal cutting time of coagulating milk using diffuse reflectance. J. Dairy Science, 76:48-61.
Payne, F.A. and Castillo, M. 2007. Light backscatter sensor applications in milk coagulation. Encyclopedia of Agriculture, Food, and Biological Engineering, 1:1, 1-5.
Saputra, D. 1992. Analysis of enzymatic hydrolysis of milk using diffuse reflectance of near infrared radiation. PhD diss. Lexington, KY.: University of Kentucky, Department of Biosystems and Agricultural Engineering.
Tabayehnejad, N., Castillo M., and Payne F. A. 2012. Comparison of total milk-clotting activity measurement precision using the Berridge clotting time method and a proposed optical method. In preparation for submission. Journal of Food Engineering 108 (2012) 549–556.